在螺旋埋弧焊管生产过程中,常见的成型工艺缺陷有管径超差、错边、成型缝时紧时松、内紧外松、开缝、“噘嘴(竹节)”、裂纹等。
(1)管径超差
①带钢“月牙弯”是对螺旋埋弧焊管管径影响非常大的一个因素。在生产过程中,在成型角不变的情况下,为了防止错边只能通过改变管径来消除“月牙弯”。
②带钢工作宽度或成型角度不合适。
③成型过程中的阻力是决定管径大小的主要因素。在带钢工作宽度与成型角度确定之后,焊管设备成型过程中的阻力大小将起主导作用。实践经验表明:阻力与管径成正比,即阻力大时管径增大,阻力小时则管径变小。在成型过程中,当钢管弹复量的平均值为0时,如果再压内压辊或升高焊垫辊,都会使阻力增加,从而导致管径增大;反之,管径变小。
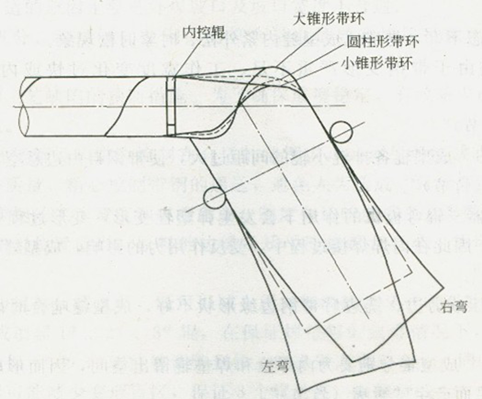
图6-45 钢带镰刀弯在内控辊成型器内的状况示意图
④预弯量增大,则管径也随之增大;反之,管径变小。
⑤连续正错边,则管径增大;连续反错边,则管径变小。
(2)错边 错边是指在钢管成型对缝处,由于带钢两边缘没有对正而造成带钢沿厚度方 向的平行偏差。错边将会造成钢管有效壁厚的减小,从而使钢管的力学性能受到一定影响。由于错边的不可修复性,所以错边是造成钢管降级的主要因素之一。
①带钢“月牙弯”是造成错边的主要因素。生产过程中,在成型角不变的情况下,为了保证管径合适,只能通过错边来消除“月牙弯”。
②工艺参数不合适,导致带钢递送边与自由边变形不均匀。差异过大则会导致错边。
③成型缝咬合过紧。如带钢跑偏,会使带钢在成型器入口处角度增大,促使后桥角度偏大。从而使成型缝咬合过紧而造成错边。
④焊垫辊位置不正。焊垫辊一般偏向1#成型辊10~15mm,偏心距过小则易造成正错边.偏心距过大则易造成反错边。
⑤焊偏也是造成错边的一个因素。长距离严重焊偏,会导致错边或开缝,因此要控制焊偏。
⑥带钢的递送不好会造成带钢跑偏,使带钢边缘挤厚。从而造成错边。
⑦带钢宽度不均一或带钢边缘状况不好,容易造成错边。
⑧带钢表面不平整,有较大波浪或硬弯都非常容易造成错边,因此要尽量提高矫平效果。
⑨预弯辊辊型不合适或带钢两端预弯量不合适,均易造成错边,因此要有效的调整预量。
(3)焊管设备成型缝时紧时松、内紧外松或开缝
①带钢工作宽度不均匀或带钢边缘状况不好,易造成成型缝时紧时松。
②焊垫辊高度不够,易造成成型缝内紧外松。
③带钢边缘没有坡口或存在倒坡口(带钢上宽下窄),造成成型缝内紧外松。
④立辊形状不合适(通常成型器入口处采用斜立辊)。挤伤带钢下边缘造成成型缝内紧外松。
⑤带钢递送状态不好,易造成成型缝内紧外松、时紧时松现象。
⑥开缝通常是由于带钢变形严重不足、工作宽度变化过快或内焊长距离焊偏造成的。
(4)“噘嘴(竹节)”
①1#、2#、3#成型辊各排辊小辊的间距过大,使带钢自由边悬空,造成带钢变形不充分而产生“噘嘴(竹节)”。
②带钢在成型器三辊弯板机的作用下会发生弹塑性变形,变形过程中,带钢上表面受挤压,下表面受拉,因此在内焊焊接过程中,受反作用力的影响,成型缝两边缘会向外翻起产生“噘嘴(竹节)”。
③由于立辊挤压或剪边、铣边后带钢边缘形状不好,成型缝啮合时内紧外松,易形成“噘嘴(竹节)”。
④由于2#、3#成型辊分别要为内焊枪和焊垫辊留出空间,因而形成变形盲区,造成r带钢递送边变形不足而产生“噘嘴(竹节)”。
⑤剪边后的带钢两边缘向下翘曲,造成“噘嘴”。
⑥由于2#成型辊是悬臂式结构,生产过程中会发生弹性变形,因此2#辊需要有一定的“低头”量来抵消这种变形。通常情况下,“低头”量越大,“噘嘴(竹节)”现象越明显。
⑦成型角度偏小,容易加剧“噘嘴(竹节)”现象。
(5)裂纹裂纹存在于焊缝或热影响区内部或表面,主要是由于环境温度过低、焊接冷却速度过快或焊接过程中存在外力以及原料化学残分不理想等因素而造成的。裂纹是最尖锐的一种缺口,其缺口根部曲率半径接近于零,有明显的应力集中。当应力水平尖锐且超过缺口根部的强度极限时,裂纹就会扩展,甚至贯穿整个截面而造成管线管失效。裂纹还会加剧管线管的疲劳破坏和应力腐蚀破坏,因此是管线管中危害极大的一种工艺缺陷。在钢管生产中是必须绝对避免的。
成型所致裂纹产生的主要原因是应力的作用,钢管焊接冷裂纹决定于焊接时所处的应力状态,甚至在某些情况下,应力状态还起决定性作用。管线钢焊接过程中的应力有不同的来源,包括不均匀加热及冷却过程中产生的热应力;金属相变时产生的组织应力。在此情况下产生的裂纹主要体现为结晶裂纹状态,通过调整焊接状态比较有效。下面重点分析由自身拘束条件所致应力和焊接工艺所致附加应力造成的裂纹。
①在生产过程中由于内压辊压下量不足,导致带钢变形不足可能造成裂纹。
②由于带钢变形不均匀而产生的裂纹。
③焊垫辊升得过高或辊型不当都有可能造成裂纹的产生。
④原料存在硬弯及局部硬度不均匀也可能引起裂纹,此种情况通常伴随着错边的产生。
⑤成型过程中受力状态发生变化所致裂纹。
⑥由于带钢工作宽度变化,后桥角度偏大,成型缝过紧也可能造成裂纹。
⑦由于螺旋埋弧焊管内、外焊缝都是在钢管作螺旋状运动过程中同时进行焊接的,内焊通常采用—F坡”焊,内焊缝的熔池无法实现在水平位置凝固,只能在有坡度的内表面凝固,加之焊接速度比较快,钢管的液态熔池金属必须在运动的钢管上完成结晶过程,使焊缝成型条件恶化可能产生裂纹。
⑧外焊裂纹是厚壁螺旋埋弧焊管的特有缺陷。其产生主要原因是成型系数不合适,而造成成型系数不合适的原因主要是外焊坡口及坡口宽度不合适。
⑨钢的化学成分、淬硬倾向及钢中的氢含量也是导致焊接过程中产生冷裂纹的重要
原因。
(6)常见成型工艺缺陷的预防措施 为了确保成型稳定,有效减少成型工艺缺陷,可采取如下的具体措施。
①为了有效地把管径和错边控制在合适的范围内,必须尽可能减小带钢的“月牙弯”,
严格控制带钢对头质量,精心控制带钢的递送,避免人为造成“月牙弯”。
②必须保证带钢的工作宽度和成型角度,制定合适的成型工艺参数。
③要保证焊垫辊位置适当、原料的边缘及矫平质量符合要求、预弯的调整合理,避免出现人为硬弯。
④尽量以铣边机替代圆盘剪,既可以减少原材料消耗,又可以有效提高带钢边缘质量。
⑤合理布置成型器1#、9#、3#辊,在保证焊垫辊的强度情况F,应尽可能减少焊垫辊所占空间,以确保1#和3#辊能够调整到位。使递送边变形充分;同时还要准确计算3个辊的排列位置。尽可能减少变形盲区,保证3个辊处在一条螺旋线上,且辊子应尽可能靠近带钢边缘,使带钢边缘能够得到合理充分的变形。
⑥利用焊垫辊在成型缝啮合点和内焊焊点之间的支撑作用,合理调整焊垫辊的位置、高度和角度,这对有效避免成型工艺缺陷也是非常有效的。
⑦避免出现人为硬弯,减少带钢工作宽度及递送位置的变化,及时调整立辊位置,使带钢边缘平整,不出现或尽量减少挤厚,从而稳定成型,确保良好的成型合缝状态。
⑧在使用圆盘剪的情况下,应合理调整圆盘剪的侧间隙及上下间隙,及时更换磨钝的剪刃。确保圆盘剪处于良好的工作状态,使板边不出现台阶、毛刺、斜面等。
⑨在厚壁螺旋埋弧焊管生产过程中,要选择合适的坡口型式及角度,采用先剪边后铣边或双铣边工艺,提高板边加工工艺,改善成型合缝状态。
⑩选择合理的焊接工艺参数,保持良好的焊缝成型系数,避免出现窄而深的合缝间隙。
⑩合理调整内焊焊点的位置,让焊点偏离啮合区,在成型稳定的状态下焊接,保证成型合缝状态良好,以减少啮合区成型合缝变化对内焊质量的影响。
⑥因带钢变形严重不足而造成的裂纹,可通过带钢的弹复量很容易作出判断,通常情况下将弹复量控制在±10mm可避免产生此裂纹。
⑥可以通过调整内压辊的倾角以及调整预弯量来解决由于带钢变形不均匀而产生的裂纹。
⑩通过调整内焊点位置和降低焊速,使焊缝尽可能在稳定的状态下成型,可以有效地
消除内焊缝液态熔池金属结晶过程中产生的微裂纹。
⑩通常情况下,将+1016 mm×17. 5mm钢管坡口宽度控制在5~7mm范围内,不会产生裂纹,也不会产生未焊透等缺陷。合理选择成型工艺参数,对增加生产过程中成型的稳定性和减少成型工艺缺陷是非常关键的。




 首页
首页


